
摘要:為深入研究編織運動壓力襪時各個參數對其壓力的影響,文章首先根據運動壓力襪常用原料、襪機的構造特點及相應軟體的可設計性、確定原料、組織、橡筋線送紗速度三個參數,然後設計了144組運動壓力襪襪筒實驗樣品,並進行彈性回復率和壓力測試,最後利用SPSS軟體進行分析。得出結論:編織時提高橡筋線送紗速度,會增加單位時間内送紗量,使得織物下機之後比較鬆弛,因此運動壓力襪的橡筋線送紗速度和壓力值呈負相關;織物彈性回復率和壓力值呈正相關;進一步統計分析得到壓力與紗線模量、織物彈性回復率、橡筋線送紗速度的回歸方程,在實際生產過程中可以預測運動壓力襪的壓力值,減少工序節約成本。
與普通運動襪不同的是,運動壓力襪通過襪筒產生彈性變形對人體皮膚實現自下而上的梯度減壓,其發揮作用的關鍵是:根據人體具體尺寸產生相應的梯度壓力。本文以小腿腿圍最大處為例,探究壓力的影響因素。理論上運動壓力襪在脚踝處產生 15 ~ 20 mmHg(100% )的壓,在小腿腿圍最大處產生75%的壓力值[1]。在運動壓力襪的織造過程中,編織時設置的機器參數與產生的壓力直接關聯,其中橡筋線的送紗速度影響極為重要。 但目前的研究鮮有涉及橡筋線送紗速度的具體影響,而且目前市場上銷售的運動壓力襪是根據統計的人體尺寸和形態設計進行批量生產的[8],運動壓力襪的 壓力值不完全符合 FZ/ T 7301—2009《壓力襪測試標準》,甚至產生逆梯度壓力值的現象仍然存在,購買者很難買到真正適合自己的產品。因此,針對運動壓力襪編織參數與壓力關係的研究十分必要。本文綜合織物及機器參數研究運動壓力襪,得到原料、組織、橡筋線紗速度對於運動壓力襪壓力的具體影響,為得到運動壓力襪特定部位壓力值的準確性提供依據。
1 樣品織造
- 1 紗線原料
參照 FZ/ T 7301—2009 ,壓力襪按照原料可分為彈力聚酯絲(棉)、彈性包芯紗交織壓力襪。因此,綜合考慮壓力襪行業標準和襪機用紗要求,實驗分别採用 18.22 tex(32S) 棉紗和 33.33 tex(300 D)聚酯作面紗,11.11 tex(100 # )橡筋線作襯墊紗,30/70彈性包覆紗作地(底)紗。
- 2 編織儀器
實驗選用 MD-C312A 一體襪機(振興機械公司),進行實驗樣品的編織,其針筒直徑為1.14 m(3.75 英寸),針數為144 針,可自主調節橡筋線的送紗速度和張力,同時配有相應的設計軟體,方便隨時修改樣品組織。
- 3 實驗織物
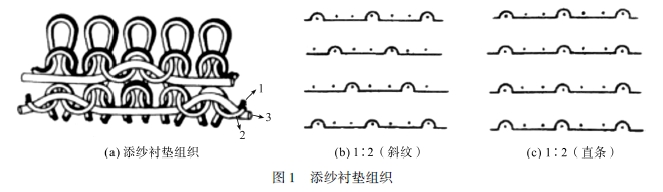
運動壓力襪產生作用的部位主要是襪筒,因此本實驗針對襪筒進行組織設計。採用編織運動壓力襪常用的添紗襯墊組織,設置 6 種襯墊比 1︰1、1︰2、1︰3、2︰1、2︰2、3︰1,形成直條和斜紋兩種外觀(圖 1)。 圖 1(a)中,紗線 1 為面紗,紗線 2 為地(底)紗,紗線 3 為襯墊紗。
改變橡筋線的送紗速度,設置為 400、450、500、550、 600、650 r/ min。 共設計编織 144 個直徑為 10 cm、 高為 30 cm的圓筒形針織物,並分别依據 GB / T 3820—1997 《 紡織品和紡織製品厚度的測定》 、FZ / T 70010—2006 《 針織物平方米乾燥重量的測定》 和 FZ / T 70002—1991 《 針織物線圈密度測量法》 ,對上述 144 個針織物試樣的厚度、面密度 (乾燥) 、線圈密度進行測試,以上織物基本規格參數如表 1 所示。

- 4 下機整理
樣品下機後,均在蒸汽熨燙機上進行整燙定型,使其自由收縮後進行彈性回復率和壓力測試。
2 樣品測試
- 1 紗線拉伸力學性能測試
根據 GB/ T 3916—1997《紡織品捲裝紗單根紗線斷裂强力和斷裂伸長率的測定》 及 GB/ T 14344—2008《化學纖維長絲拉伸性能試驗方法》,採用 XL-2 型紗線强伸度儀(上海新纖儀器有限公司),隔距為 25 mm,儀器自動給出所測樣品的初始模量值,最終結果取 3 組平均值。
- 2 彈性回復率測試
參照 FZ/ T 70006—2004《針織物拉伸回復率試驗方法》,採用 YG028 織物强力儀(寧波紡織儀器廠),預加張力為 1 N,隔距為 100 mm,試樣尺寸為為 200 mm × 50 mm,横向試樣 3 塊, 拉伸到預定 50% 的伸長率時,停置 1 min,以 50 mm/ min 速度回到起點後,停置 3 min,再加上 1 N 的預加張力,測試結果以 3 塊試樣數據的平均值表示。
2.3 壓力測試
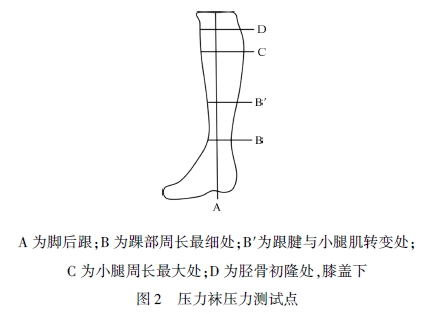
採用壓力測試儀-邁兹襪業壓力服裝性能測試系統(無錫市佐佑公司),進行壓力測試。壓力測試點根據 FZ/ T 7301— 2009《壓力襪測試標準》選取(圖 2)。試樣為直徑 10 cm、高 30 cm 的圓筒形織物。考慮到研究成本及實驗結果的可靠性,本實驗從在校大學生中隨機挑選 30 名身高 158 ~ 165 cm、體重 48 ~ 55 kg 的女生作為測試樣本,測試其小腿圍度最大值 (標準上測試點 C)。結果取平均值 30 cm,計算得出儀器拉伸長度設置為 95 mm,通過位移傳感器測得樣品壓力值。
結果與分析
- 1 實驗樣品的初始模量
測得18.22 tex(32 S)棉紗初始模量為 313.52 MPa,33.33 tex (300 D)聚酯初始模量為 430. 02 MPa,11. 11 tex(100 # )橡筋線初始模量為 4.72 MPa。
3.2 實驗樣品的彈性回復率
對以上144 個織物試樣進行彈性回復測試,結果如表2 所示。
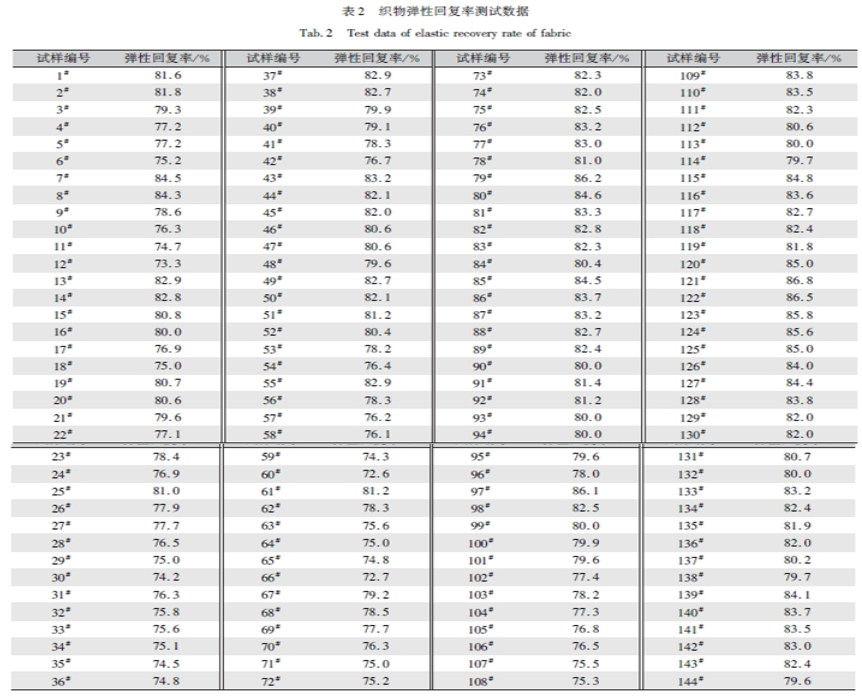
由表2 可以看出,對於直條外觀的織物,添紗襯墊組織的襯墊比為1︰1 時,1 # ~6 #棉紗織物的彈性回復率逐漸減小;73 # ~78 # 聚酯織物的彈性回復率也在逐漸減小。分析其他襯墊比時,發現織物彈性回復率有相同的變化趨勢。可得出:無論織物的面紗為棉還是聚酯,當襯墊比確定時,提高橡筋線送紗速度,單位時間内橡筋線的送紗量增加,添紗襯墊組織的浮線長度會相應地增加,因而織物的彈性回復率隨之降低。另外,因為聚酯的彈性較棉好,所以對於具有相同直條外觀的兩種類織物,直條外觀聚酯織物的彈性回復率較棉紗織物彈性回復率大,綜合 1 # ~ 36 #及 73 # ~ 108 #織物可看出此規律。其中,7 #棉紗織物、79 #聚酯織物的彈性回復率相對較大。
由表 2 還可以看出,襯墊比形成斜紋外觀的織物,無論棉紗織物還是聚酯織物,其彈性回復率均整體呈現隨橡筋線送紗速度增加而減小的趨勢;同樣地,由於聚酯棉本身的彈性差異,棉紗織物的彈性回復率仍然較聚酯織物的彈性回復率小, 其中 43 #棉紗織物、121 #聚酯織物彈性回復率較大。進一步對比表 2 中直條外觀織物和斜紋外觀織物的彈性回復率數值可以發現,直條外觀織物下機後,回縮力集中在兩邊比較均勻,顯示出較好的彈性回復;而斜紋織物由於相鄰線圈横列之間線圈形成交錯,彼此之間的回縮力使得線圈增大,從而增加織物的挺適性,因而其彈性回復能力減弱,呈現直條外觀織物的彈性回復率整體較斜紋外觀織物的彈性回復率大的現象。
綜合以上結果,可得出直條外觀聚酯織物的彈性回復效果最好,因此只需以此為例分析襯墊比的影響。對 73 # ~ 108 # 織物的彈性回復率每 6 個一組求平均值,結果表明襯墊比為 1︰2 時,即 79 # ~ 84 # 直條外觀聚酯織物的彈性回復率最大。當以恆定的橡筋線送紗速度上機編織試樣時,定量的送紗長度下,襯墊比 1︰2 形成織物的可回縮空間大於 1︰1;浮線短於 1︰3;且懸弧少於 2︰1、2︰2、3︰1,即形成的線圈相對較小,織物較為平整,因而織物的彈性回復率較大。
3.3 實驗樣品的壓力值
圖 3 為橡筋線送紗示意圖。 圓 1 表示從動輪,逆時針轉動;圓 2 表示主動輪,順時針轉動;l1 表示橡筋線。橡筋線送紗速度設置為 400 r/ min 時,即主動輪的轉速為 400 r/ min。
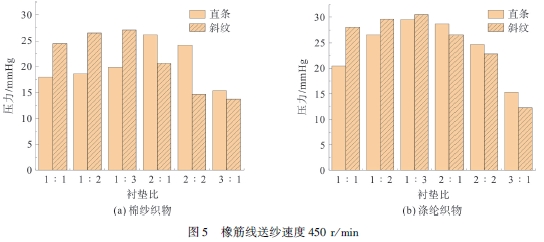
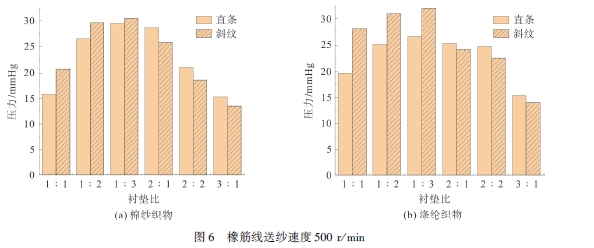
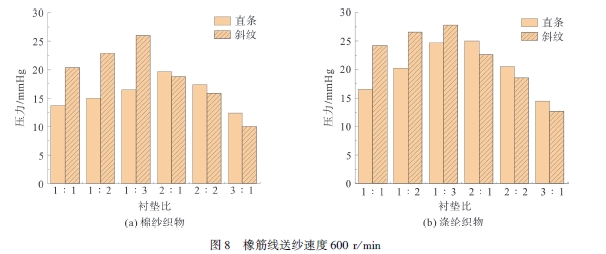
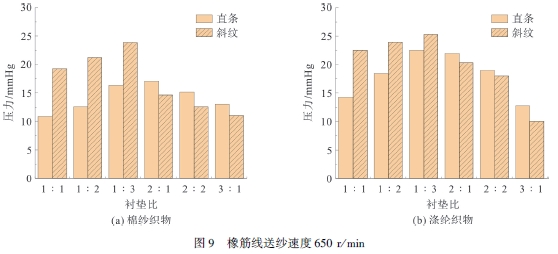
以上 144 個織物試樣的壓力測試結果如圖4~圖9所示。綜合圖4~圖9可以看出,編織時保持橡筋線送紗速度恆定,無論織物面紗和外觀效應如何,隨著襯墊比由1︰1增加到1︰3,襯墊紗橡筋線在地紗上形成的懸弧不變而浮線增加,織物背面受到的拉力變大,對於人體的作用力逐漸增大,所以試樣的壓力值均呈增加的趨勢;襯墊比顯示斜紋外觀的添紗襯墊組織,較直條外觀的添紗襯墊組織對人體產生的作用力均匀,因此前者的壓力值整體大於後者,襯墊比為1︰3時斜紋效應織物的壓力值最大。然而當襯墊比由2︰1增加到2︰2及設置為3︰1時,橡筋線較多形成懸弧掛在地紗上,背面的浮線較短,產生的作用力變小,於是試樣壓力值呈現隨之減小的趨勢;此時雖然斜紋效應織物產生更加均匀的作用力,但是由於襯墊比形成的懸弧會吸收部分作用力,因此直條效應織物的壓力值反而比斜紋織物大,當襯墊比設置為3︰1時斜紋效應織物的壓力值最小。


3. 4 實驗樣品織物參數與壓力相關性分析
運用SPSS軟件分別對原料、彈性回復率、橡筋線送紗速度和壓力進行相關分析和回歸分析,結果見表 3、表 4。
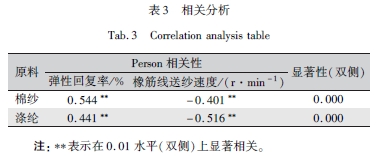

通過表3可以看出,編織運動壓力襪時,襯墊組織的面紗無論為棉紗還是聚酯,調節的橡筋線送紗速度和壓力值均呈負相關,最終織物的彈性回復率和壓力值呈正相關。雖然如此,但是對於棉紗和聚酯兩種織物,其相關性具體數值並不相同,這說明面紗也是影響織物壓力的重要因素。於是,對原料、彈性回復率、橡筋線送紗速度和壓力進一步回歸分析。由表4可以看出,紗線的模量、織物彈性回復率、橡筋線送紗速度和壓力均呈現顯著回歸,顯著性P < 0. 01,回歸方程為Y = 0.758X1 – 0.021X2 + 0.021X3 – 36.132;Y為壓力(mmHg),X1為彈性回復率(% ),X2為橡筋線送紗速度(r/min),X3為紗線模量(MPa)。
4 結論
實驗變換原料、組織和橡筋線送紗速度三個參數,設計編織144個運動壓力襪襪筒試樣。通過對不同試樣進行彈性回復和壓力測試,結果表明:織物的彈性回復率增大時,其對於人體施加的作用力隨之增加,因此織物的壓力和彈性回復率表現為正相關;上機編織時逐漸提高橡筋線送紗速度,使得織物下機後尺寸變大、比較鬆弛,因此織物壓力和橡筋線送紗速度負相關。利用 SPSS軟體分析得到運動壓力襪壓力與織物彈性回復率、橡筋線送紗速度、紗線的模量之間的回歸方程,在實際編織時,可用來預測其壓力值,降低生產成本的同時實現運動壓力襪壓力的可控性。